
国外speaking实践过程拍击:惊现笑料不断,传播跨文化交流真谛
60302 2023-12-23 08:50

在金属切削加工中,G98和G99是两种常用的进给模式指令,它们在计算方法和适用范围上有着显著的区别,对加工结果和效率产生深远影响。本文将深入探讨这两种走刀模式的特点和应用。
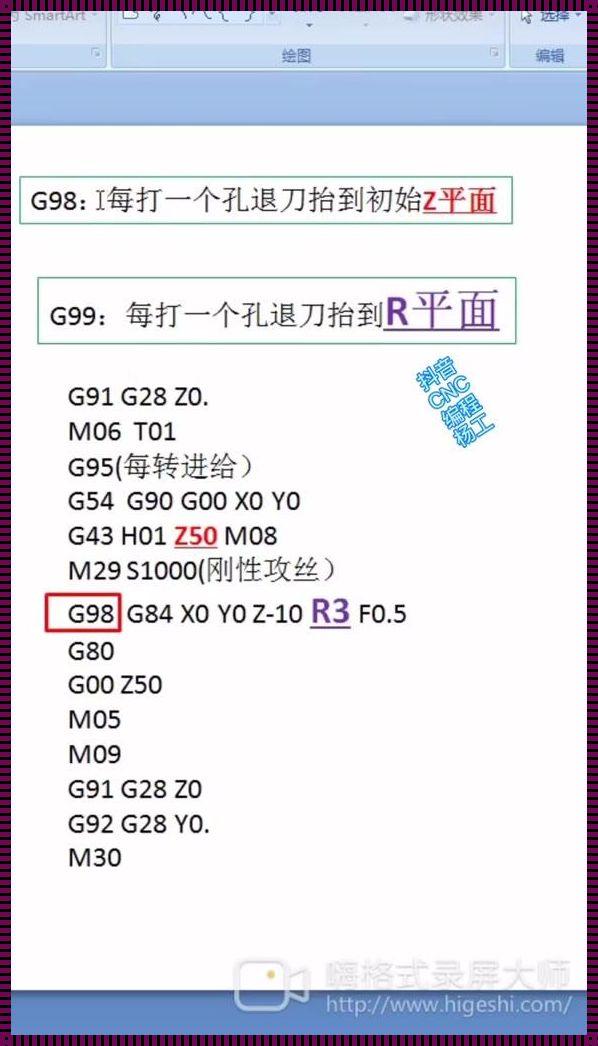
首先,让我们理解一下G98和G99的基本概念。G98代表固定循环快速移动模式,而G99代表相对坐标模式。在G98模式下,快速移动速度由F功能设定,这意味着操作者可以更直观地控制切削速度。而在G99模式下,进给速度由I、J、K三个数值计算得出,这需要更复杂的计算和编程。
“走刀比利”是指切削过程中切削刃相对于工件的进给速率。在G98模式下,我们通过简单的F值调整就可以实现进给速率的调整。而在G99模式下,我们需要考虑更多的因素,比如工件坐标系和切削刃的位置等,因此进给速率的调整相对复杂,需要通过计算I、J、K值来确定。
那么,在实际应用中,我们应该如何选择这两种模式呢?G98模式在加工过程中可以实现快速定位和切削,适用于粗加工和半精加工。此外,由于进给速率易于调整,因此在生产过程中可以方便地优化加工参数,提高生产效率。然而,如果你需要更高的精度或者更灵活的进给控制,那么G99模式可能更适合你。
为什么这么说呢?因为G99模式下,进给速率的计算更加灵活,可以更好地适应各种复杂的切削条件。例如,当你在进行精加工或者高精度加工时,你可能需要更细致的进给控制来保证加工质量和表面粗糙度。而在G99模式下,你可以通过精确的I、J、K值计算来实现这种细致的控制。
总的来说,G98和G99走刀比利各有其特点和优势。在实际应用中,我们应该根据具体的加工需求和工件特点来选择合适的进给模式。随着制造业的发展和技术进步,我们有更多的机会来探索和研究新的进给模式和技术,这将为提高生产效率和加工质量提供更多的可能性。
未来,随着人工智能和机器学习技术的发展,我们可能会看到更加智能化和自动化的进给模式选择。这将使得我们的制造业更加高效和精确,为我们的生活带来更多的便利和价值。





